1273: NOIP2006:作业调度方案
Description
我们现在要利用m台机器加工n个工件,每个工件都有m道工序,每道工序都在不同的指定的机器上完成。每个工件的每道工序都有指定的加工时间。
每个工件的每个工序称为一个操作,我们用记号j-k表示一个操作,其中j为1到n中的某个数字,为工件号;k为1到m中的某个数字,为工序号,例如2-4表示第2个工件第4道工序的这个操作。在本题中,我们还给定对于各操作的一个安排顺序。
例如,当n=3,m=2时,“1-1,1-2,2-1,3-1,3-2,2-2”就是一个给定的安排顺序,即先安排第1个工件的第1个工序,再安排第1个工件的第2个工序,然后再安排第2个工件的第1个工序,等等。
一方面,每个操作的安排都要满足以下的两个约束条件。
(1) 对同一个工件,每道工序必须在它前面的工序完成后才能开始;
(2) 同一时刻每一台机器至多只能加工一个工件。
另一方面,在安排后面的操作时,不能改动前面已安排的操作的工作状态。
由于同一工件都是按工序的顺序安排的,因此,只按原顺序给出工件号,仍可得到同样的安排顺序,于是,在输入数据中,我们将这个安排顺序简写为“1 1 2 3 3 2”。
还要注意,“安排顺序”只要求按照给定的顺序安排每个操作。不一定是各机器上的实际操作顺序。在具体实施时,有可能排在后面的某个操作比前面的某个操作先完成。
例如,取n=3,m=2,已知数据如下:
|
|
机器号/ |
加工时间 |
|
工件号 |
工序1 |
工序2 |
|
1 |
1/3 |
2/2 |
|
2 |
1/2 |
2/5 |
|
3 |
2/2 |
1/4 |
则对于安排顺序“1 1 2 3 3 2”,下图中的两个实施方案都是正确的。但所需要的总时间分别是10与12。
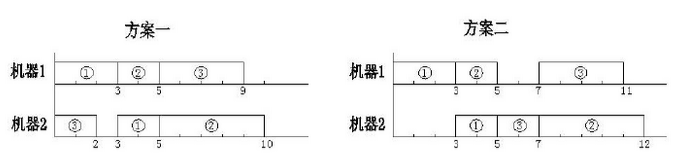
当一个操作插入到某台机器的某个空档时(机器上最后的尚未安排操作的部分也可以看作一个空档),可以靠前插入,也可以靠后或居中插入。为了使问题简单一些,我们约定:在保证约束条件(1)(2)的条件下,尽量靠前插入。并且,我们还约定,如果有多个空档可以插入,就在保证约束条件(1)(2)的条件下,插入到最前面的一个空档。于是,在这些约定下,上例中的方案一是正确的,而方案二是不正确的。
显然,在这些约定下,对于给定的安排顺序,符合该安排顺序的实施方案是唯一的,请你计算出该方案完成全部任务所需的总时间。
Input
输入文件的第1行为两个正整数,用一个空格隔开:
m n (其中m(< 20)表示机器数,n(< 20)表示工件数)
第2行:m*n个用空格隔开的数,为给定的安排顺序。
接下来的2n行,每行都是用空格隔开的m个正整数,每个数不超过20。
其中前n行依次表示每个工件的每个工序所使用的机器号,第1个数为第1个工序的机器号,第2个数为第2个工序机器号,等等。
后n行依次表示每个工件的每个工序的加工时间。
可以保证,以上各数据都是正确的,不必检验。
Output
输出文件只有一个正整数,为最少的加工时间。
Sample Input Copy
2 3
1 1 2 3 3 2
1 2
1 2
2 1
3 2
2 5
2 4
Sample Output Copy
10